






Plieninio erdvės rėmo valymas šūviu ir rūdžių šalinimas
Šratinimas:
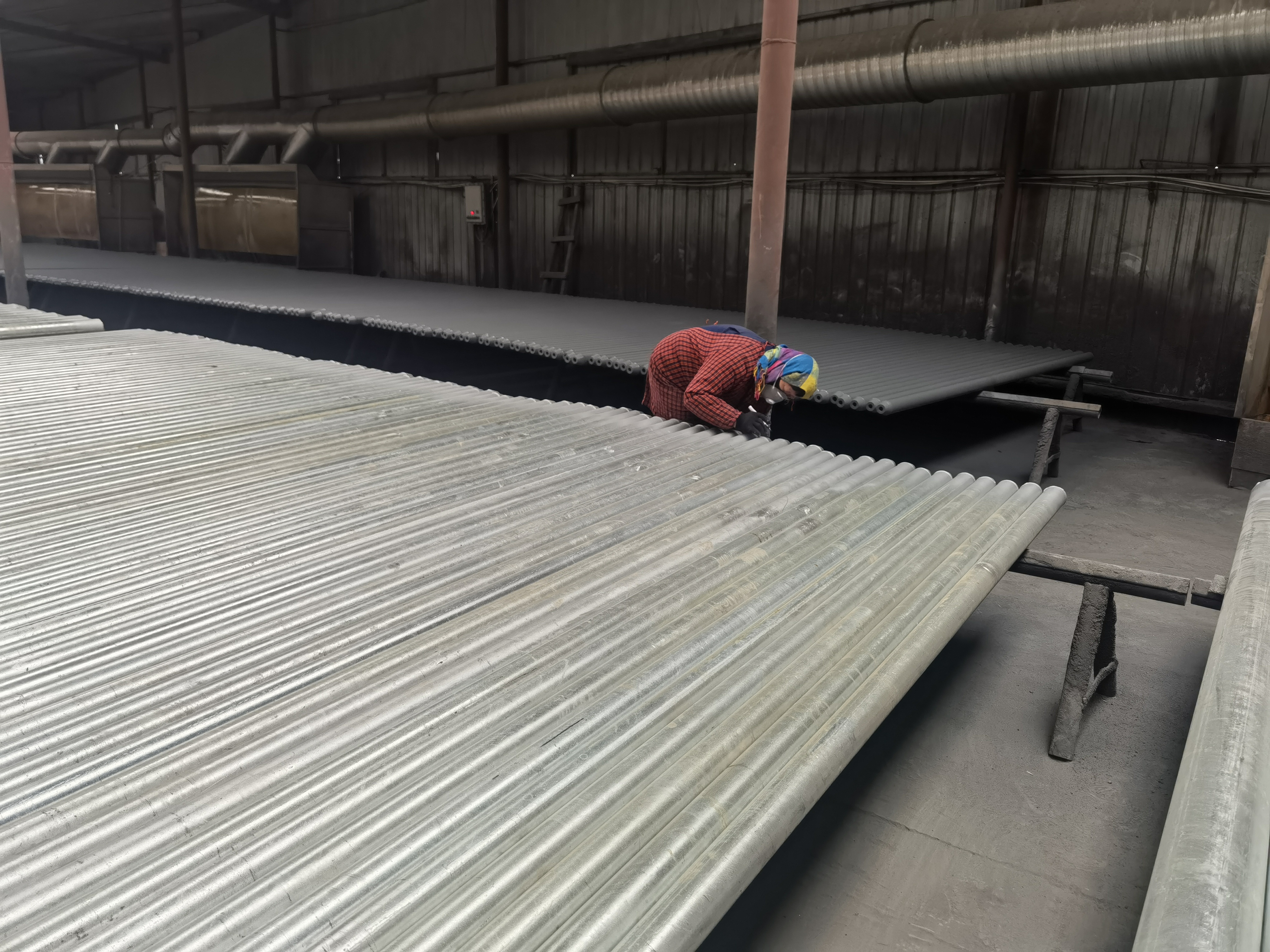
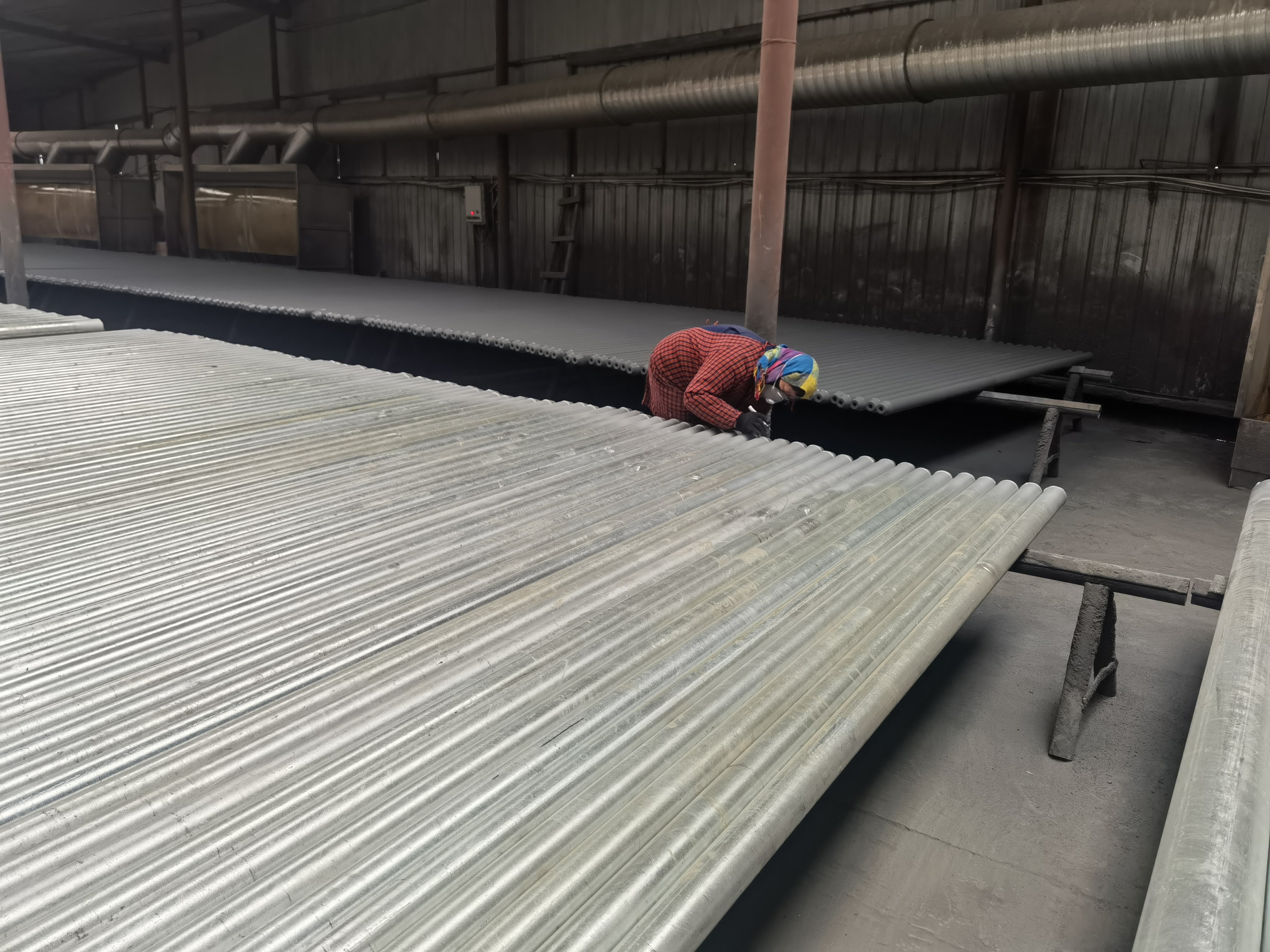
Srautinio pūtimo metu naudojama sparnuotės išcentrinė jėga, veikianti šratinio pūtimo mašinoje, kai ji sukasi dideliu greičiu, o šratinio pūtimo procesas yra labai didelis.
Plieno linijinis greitis nušaunamas į apdorojamo plieno paviršių, todėl susidaro pūtimo ir šlifavimo efektas, o oksido apnašos nuo plieno paviršiaus pašalinamos.
ir rūdys, ir sukuria tam tikrą šiurkštumą.Srautinis pūtimas yra labai efektyvus ir gali būti atliekamas uždaroje aplinkoje.
Šratinio pūtimo ir rūdžių šalinimo laipsnis;
(1) Švelnus šratavimas ir rūdžių pašalinimas.Plieninis paviršius turi būti be matomų riebalų ar nešvarumų ir be stiprių oksidų apnašų, rūdžių ir dažų dangų bei kitų priedų;
(2) Kruopštus šratavimas ir rūdžių pašalinimas.Plieninis paviršius turi būti be matomų riebalų ar nešvarumų ir be stiprių oksidų apnašų, rūdžių ir dažų dangų bei kitų priedų;
(3) Labai kruopštus šratavimas ir rūdžių pašalinimas.Plieno paviršiuje neturi būti matomų riebalų ar nešvarumų, apnašų, geležies priedų, pvz., rūdžių ir dažų dangos, bet kokie likę pėdsakai turi būti tik nežymios dėmės taškelių ar juostelių pavidalu;
(4) Srautinis pūtimas ir rūdžių pašalinimas, kad plieno paviršius būtų švarus.Plieno paviršiuje neturi būti matomų riebalų ar nešvarumų, oksidacijos odos, rūdžių ir dažų dangų bei kitų priedų, turinčių vienodą metalinį blizgesį;